


1、深紫外LED灯珠储存条件:温度10℃~26℃,湿度40%~65%,包装袋密封保留。
2、使用的全部进程一切与深紫外LED灯珠直接接触的人员都要做好避免和www.lantuo.org消除静电办法,切勿直接用手接触紫外发光二极管;
3、出产前查看机台设备接地线是否正常,工作台面要求铺好静电胶布,胶布之间应相互衔接并接地;
4、焊接时,要留意焊接时刻,焊接温度,别的正负极性要分清;
5、电流电压等电气参数不能超过额外参数值;
焊接大功率UV LED时需要留意:
1、焊接时刻不能超过3S;
2、焊接温度要≤260度;
3、回流焊接只允许焊1次;
4、焊接时,分清正负极性,留意避开透镜,以防损坏透镜
5、 做好散热办法,特别是大功率深紫外LED灯珠尽量保证满足散热器面积
6、为使紫外发光二极管寿数更长,主张使用较安稳的恒流驱动电流或IC,而不要选用恒压驱动电源或IC.
在做LED紫外线灯操作的时分,双眼不可直视紫外线,做好双眼和肌肤的防护。



在对红外LED灯珠进行弯脚及切脚时,弯脚及切脚的位置距胶体底面大于3mm;
弯脚应在焊接前进行;
使用红外LED灯珠插灯时,pcb板孔间距与红外LED灯珠脚间距要相对应;
切脚时由于切脚机振动磨擦产生很高电压的静电,故机器要可靠的接地,做好防静电工作(可吹离子风扇消除静电)。
焊接时 红外LED灯珠不能通电;
加热时不要对 红外LED灯珠施加任何压力;
蕞大焊接条件:手动焊接 波峰焊接
1、烙铁蕞大功率 : 50 w a. 预热蕞高温度:100℃
2、蕞高温度:300 ℃ b. 浸焊蕞高温度:260℃
3、焊接蕞长时间:3秒 c. 浸焊蕞长时间:5秒
4、焊接位置:距胶体底面大于3mm d. 浸焊位置:距胶体底面大于3mm


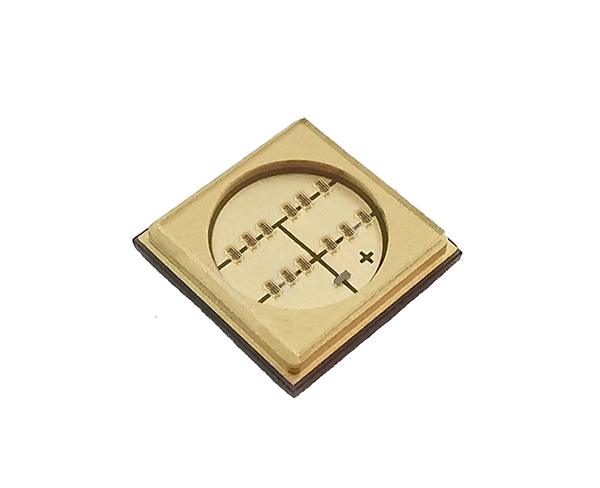
红外发光二极管的引脚极性正、负电极。红外LED灯珠二极管有两个引脚,通常长引脚为正极,短引脚为负极。因红外线发光二极管呈透明状,所以管壳内的电极清晰可见,内部电极较宽较大的一个为负极,而较窄且小的一个为正极。
随着LED的普及,越来越多的人认识到LED的节能,没有污染的特性,开始将选择灯具选为LED灯具,此外LED也广泛存在于家电智能产品上,一些指示灯,操作示意效果等等。当我们需要为这些LED做维修的时候,往往需要检测一颗芯片的性能。
万用表红笔与灯珠阳极接触体接触, 万用表黑笔与阴极接触体接触。观察是否亮灯。
若灯亮,则表示灯珠功能上基本无碍,若不亮灯,将红黑表笔交换再测试一下。以免有些灯珠的阴阳极与一般的相反。
灯珠亮灯观察灯珠颜色,色温是否符合要求。亮度是否合适。选用合适的灯珠。
然后将万用表置于R×1k挡,测量红外发光二极管的正、反向电阻,通常,正向电阻应在30k左右,反向电阻要在500k以上,这样的管子才可正常使用。要求反向电阻越大越好。
一般LED灯珠正向压降2..7-3.6V,请不要随便给灯珠两端加高于这个值的电压。






 在线客服
在线客服 186 5556 9531
186 5556 9531 zhengyuanzhi@epitop.com.cn
zhengyuanzhi@epitop.com.cn